How Turnaround Sprues and Family Tooling Reduced 9 Injection Mould Tools to Just 3
For low-volume injection moulding projects, tooling costs can quickly become the biggest barrier to production. This is especially true when multiple components are required, each with relatively low annual demand.
Recently, we worked with a customer who needed nine different injection moulded components for an electronics application. Annual volumes varied by part, but none exceeded 500 pieces per year. The material specification ruled out additive manufacturing, as the components required the mechanical performance and dimensional stability of a glass-filled polycarbonate.
The customer’s initial assumption was that nine separate tools would be required.
Fortunately, there was a more efficient solution.
The Challenge
The project presented several common low-volume manufacturing challenges:
- Nine unique components
- Different annual demand for each part
- Glass-filled polycarbonate material requirement
- Tight dimensional and performance requirements
- Tooling investment difficult to justify at low volumes
While additive manufacturing often provides a cost-effective route for low-volume production, material limitations and end-use requirements meant injection moulding remained the only viable manufacturing process.
Exploring Family Tool Opportunities
When reviewing the component designs, we identified that several parts shared similar projected areas, wall thicknesses and overall dimensions.
This opened the possibility of using family tooling.
A family tool contains multiple different cavities within a single mould base, allowing several components to be produced from one tool.
However, family tools are not always straightforward.
Because different parts fill at different rates and require different shot volumes, cavity imbalance can occur. This can lead to issues such as:
- Short shots
- Flash
- Inconsistent packing
- Variable part quality
These risks must always be evaluated carefully during tool design and process development.
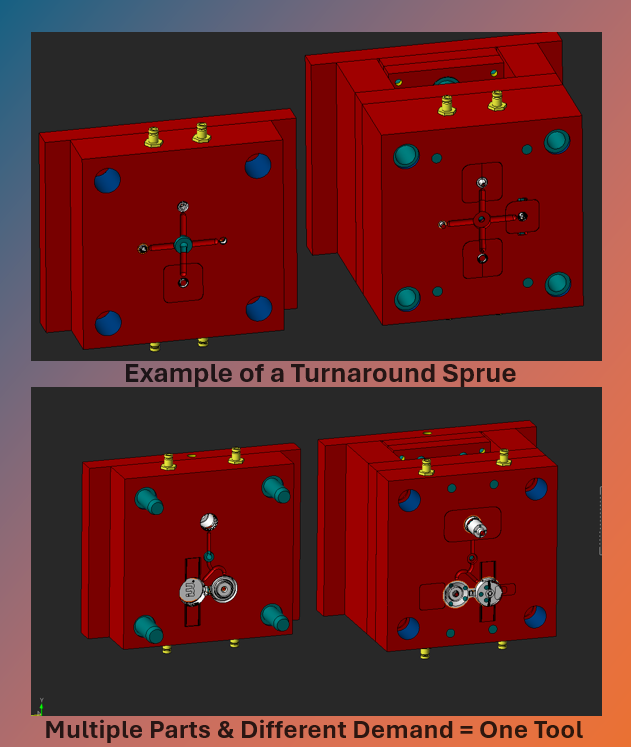
The Turnaround Sprue Solution
To maximise the benefits of family tooling while avoiding unnecessary production inefficiencies, we proposed an alternative approach using turnaround sprues.
Instead of moulding all cavities simultaneously, each cavity could be selectively activated or isolated within the tool.
This meant:
- Each component retained its own dedicated cavity
- Multiple parts could share the same mould tool
- Only the required cavity would be moulded during a production run
- Different demand profiles could be accommodated without wasting material or machine time
By grouping compatible parts together, we created three tooling solutions instead of nine individual moulds.
The Result
The outcome delivered significant benefits:
Reduced Capital Investment
The customer moved from an anticipated requirement of nine mould tools to just three.
This substantially reduced upfront tooling expenditure while still maintaining production capability across all nine components.
Greater Production Flexibility
Different parts could be manufactured according to actual demand without the need to run unwanted components simply because they shared a tool.
Faster Route to Production
Fewer tools meant reduced project complexity, simplified tool management and a more streamlined manufacturing launch.
Future Scalability
Should demand increase in the future, the tooling strategy still provides flexibility for production planning and capacity management.
Engineering Value Beyond the Tool
Projects like this demonstrate why tooling strategy should be considered as carefully as part design.
The most effective injection moulding solution is not always the one with the lowest piece price or the simplest tooling layout. By understanding expected volumes, material requirements and long-term production needs, manufacturers can often identify opportunities to reduce unnecessary investment without compromising quality.
In this case, a combination of family tooling principles and turnaround sprue technology delivered a practical, cost-effective solution that aligned with the customer’s actual production requirements.
Conclusion
Low-volume injection moulding does not automatically mean high tooling costs.
Where component geometry, material requirements and demand profiles allow, innovative tooling approaches such as family moulds and turnaround sprues can dramatically reduce capital expenditure while maintaining manufacturing flexibility.
For this customer, the result was straightforward: nine moulded components, three tools, and a significantly lower investment than originally anticipated.