When does fabrication stop making commercial sense?
Fabrication is sometimes the right place to start.
For early prototypes, very low-volume parts, large flat panels or one-off assemblies, cutting, machining, bonding and manually assembling plastic components can be quick, practical and relatively low-risk. You can test an idea without committing to production tooling. You can adjust a design. You can get something physical in front of a customer or internal team.
But there is a point where fabrication starts to work against you.
The part is no longer experimental. Volumes are becoming more predictable. Operators are spending too much time cutting, drilling, bonding, polishing or assembling. Material is being bought in sheet, block or rod form, only for a significant percentage of it to become off-cut, swarf, trim or reject. Quality depends too heavily on manual process control. And the unit cost never really comes down.
That is usually the point where injection moulding deserves a serious conversation.
At Dudley Associates, we often speak to design engineers, product managers and procurement teams who are not simply asking, “Can this part be made?” They are asking a better question:
What is the most reliable, repeatable and commercially sensible way to manufacture this part over its lifetime?
That is where injection moulding, and in some applications thermoset processing, can change the economics completely.
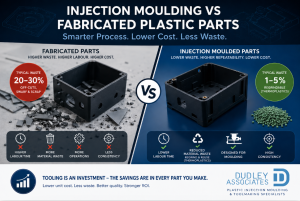
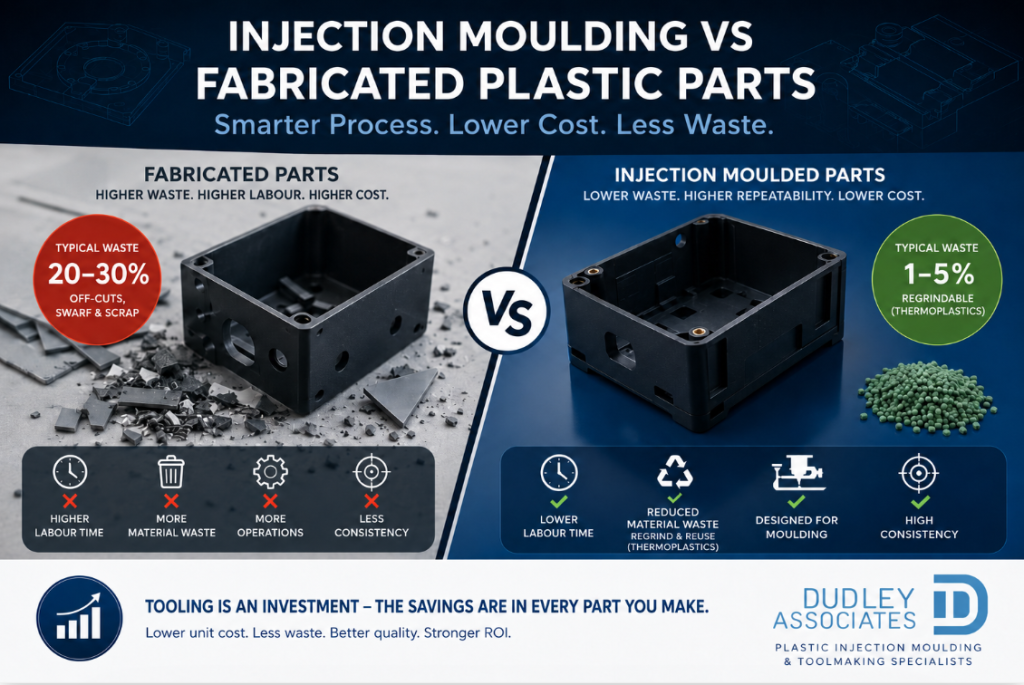
1. Injection moulding versus other plastic manufacturing methods
The biggest difference between fabrication and injection moulding is not just the manufacturing process. It is the cost model.
A fabricated plastic part is usually built by removing, cutting or joining material. The cost sits in raw material size, machine time, labour, secondary operations, fixtures, quality checks and waste. Even when the process is well controlled, the part often carries the cost of every cut, every setup and every handling stage.
Injection moulding works differently.
Once the tool has been designed, manufactured and validated, each production cycle forms the part directly inside a controlled cavity. Instead of cutting the finished geometry out of a larger sheet or billet, molten polymer is injected into the tool, cooled, ejected and repeated. The process is designed around repeatability.
That gives injection moulding several important advantages:
- Lower unit cost at repeat volume
- Reduced manual labour
- Consistent part geometry
- Improved repeatability across batches
- Less secondary finishing
- Lower material waste when the process is controlled
- Stronger design integration, such as clips, ribs, bosses, location features and branding
- Better long-term cost control through tooling amortisation
This is why the tooling cost should not be viewed in isolation. The tool is not just an upfront expense. It is the asset that allows the unit cost to fall.
A fabricated component might look cheaper at 50 parts. It may still look sensible at 250 parts. But if the part is needed every month, every year, or across several product lines, the equation changes quickly.
The commercial question becomes:
How many parts does it take before the tooling pays for itself?
A simple ROI calculation is:
Tooling investment ÷ saving per part = payback quantity
For example, if a mould tool costs £10,000 and the moulded part saves £6 per unit compared with fabrication, the payback point is around 1,667 parts. At a usage of 2,000 parts per year, the tooling investment pays for itself in around 10 months. After that, every part produced continues to deliver a £6 saving for the life of the programme.
That is the point many teams miss. Tooling is not just a production cost. It is often the mechanism that removes repeated waste from the product’s future.
Where thermoset processing fits
Most people think of injection moulding as a thermoplastic process, using materials such as ABS, polypropylene, acetal, nylon, polycarbonate or filled engineering polymers.
But thermoset processing also has an important role where the application requires higher heat resistance, dimensional stability, electrical properties, chemical resistance or long-term performance under demanding conditions.
Thermoset materials behave differently from thermoplastics. Rather than being melted, cooled and potentially re-melted, thermosets cure through an irreversible crosslinking reaction. This gives them their performance advantages, but it also makes scrap and rework more difficult to manage.
With many thermoplastic injection moulded components, controlled production scrap such as runners, sprues or certain rejected parts can often be re-ground and reused, depending on the material, specification and quality requirements. This helps reduce the overall waste position when the moulding process is properly controlled.
Thermoset scrap is different. Once the material has cured, it cannot simply be re-melted and fed back into the process in the same way. That means higher scrap rates, set-up waste or rejected thermoset components can have a more significant commercial and environmental impact.
For the right product, thermoset moulding can still offer excellent repeatability, strong mechanical performance and scalable production. The key is choosing the correct process early enough, and designing the component around both the technical performance required and the true lifetime cost of manufacture.
2. A real example: moving from fabrication to moulded production
One example of this thinking can be seen in work Dudley Associates has supported for Process Instruments.
Process Instruments, based in Burnley, supplies water analysis instrumentation and control solutions used across water treatment and process applications. Their products are technical, functional and performance-led, where component quality and reliability matter.
For one application, Dudley Associates supported the move from a fabricated plastic component to an injection moulded part.
The fabricated route had served a purpose. It allowed the component to exist, function and support the product. But as the requirement became clearer, the limitations of fabrication became more obvious.
A fabricated part can carry hidden cost in several places:
- Sheet or block material purchased larger than the finished component
- Off-cuts and machining waste
- Manual handling and assembly
- Longer production time
- Inconsistency between batches
- Higher dependence on operator skill
- More inspection and quality control
- Limited opportunity to integrate design features

![]()
By redesigning the component for moulding, the commercial focus changed from “how do we make this part?” to “how do we make this part repeatably, cleanly and economically?”
That is where Dudley Associates adds value.
The benefit was not simply that a moulded part replaced a fabricated one. The benefit was that the component could be considered properly as a production item. Tooling, material choice, geometry, wall sections, fixing features, repeatability and lifetime demand could all be reviewed together.
For the customer, the advantages included:
- Lower unit cost
- Reduced production waste
- Improved repeatability
- Less manual fabrication work
- A stronger business case for future production
- A scalable manufacturing route
This is the kind of project where tooling becomes a commercial decision, not just an engineering one.
3. Scrap and waste: how the processes compare
Scrap levels vary depending on part design, material, operator control, tooling condition, nesting efficiency, quality standards and batch size. No table can replace a proper review of the component, drawing, material and annual demand.
However, the comparison below shows why many repeat-use fabricated plastic components should be reviewed for moulding.
| Manufacturing method | Indicative material waste or scrap position | Why it matters commercially |
|---|---|---|
| Well-controlled thermoplastic injection moulding | Often targeted around 1–5% in controlled production | Lower waste once tool, process and quality controls are stable. Runners, sprues and certain rejects may also be suitable for regrind and reuse, depending on material and specification. |
| General plastics processing benchmark | Public benchmark data has reported an average first-pass polymer waste of around 10.5% across surveyed processors | Shows the importance of process control, tool design, material handling and production discipline. |
| Plastic sheet fabrication / CNC routing | Often around 20–30% sheet waste where nesting and off-cut reuse are not optimised | Waste is built into the process because the finished shape is cut from larger stock. Off-cuts may not always be reusable. |
| Thermoforming | Trim or skeleton waste can be around 20–50% of sheet input, depending on geometry and nesting | Good for certain large or thin-walled parts, but trim waste must be recovered or recycled to protect cost. |
| Thermoset BMC / SMC moulding | Case-specific studies show figures from around 4% to 15% post-industrial scrap | Thermosets can deliver excellent performance, but cured scrap cannot simply be re-melted and reused like many thermoplastics. |
| CNC machining from billet, block or rod | Highly geometry-dependent; waste can be significant where most of the starting stock is removed | Useful for prototypes and low volumes, but material removal, cycle time and labour can make it expensive at repeat demand. |
| 3D printing / additive manufacturing | Often low material waste, but part cost, speed, finish and material performance can limit production use | Excellent for prototypes, fixtures and some specialist applications, but not always the best route for repeatable production parts. |
The key point is simple:
Waste is not only the material you throw away. It is the machine time, labour, inspection, handling, rework and opportunity cost attached to that material.
A fabricated part may appear cost-effective on a drawing or quotation, but if the same component is being purchased repeatedly, the true cost should include:
This is where a moulded component can create savings that are larger than the material saving alone.
4. Why tooling ROI is often stronger than it first appears
The objection to injection moulding is usually predictable:
“The tooling cost is too high.”
Sometimes, that is true. If the requirement is uncertain, the design is likely to change, or the annual quantity is low, fabrication may remain the right option.
But when the design is stable and demand is repeatable, the better question is:
“How much is the current process costing us every time we avoid tooling?”
Tooling ROI is created through several routes at once.
First, the unit cost can fall because each cycle produces a repeatable part with less labour. If the tool has multiple cavities, the cost per part can fall further because more than one component is produced per cycle.
Second, waste can reduce because the process forms the part directly rather than cutting it from larger stock. In thermoplastic moulding, controlled waste streams may also be easier to recover through regrind, depending on the material and end-use requirements.
Third, secondary operations can often be designed out. Instead of machining holes, bonding features or fitting separate elements, the moulded design can include clips, bosses, ribs, recesses, location details, texture, logos and assembly aids.
Fourth, quality becomes easier to control. A stable tool and validated process can reduce variation, support repeat inspections and improve confidence across batches.
Finally, procurement becomes more predictable. Instead of repeatedly buying labour-heavy fabricated parts, the business can forecast against known production tooling and agreed moulding costs.
For design engineers, that means fewer compromises.
For product managers, it means a more scalable product.
For procurement specialists, it means a stronger total cost of ownership.
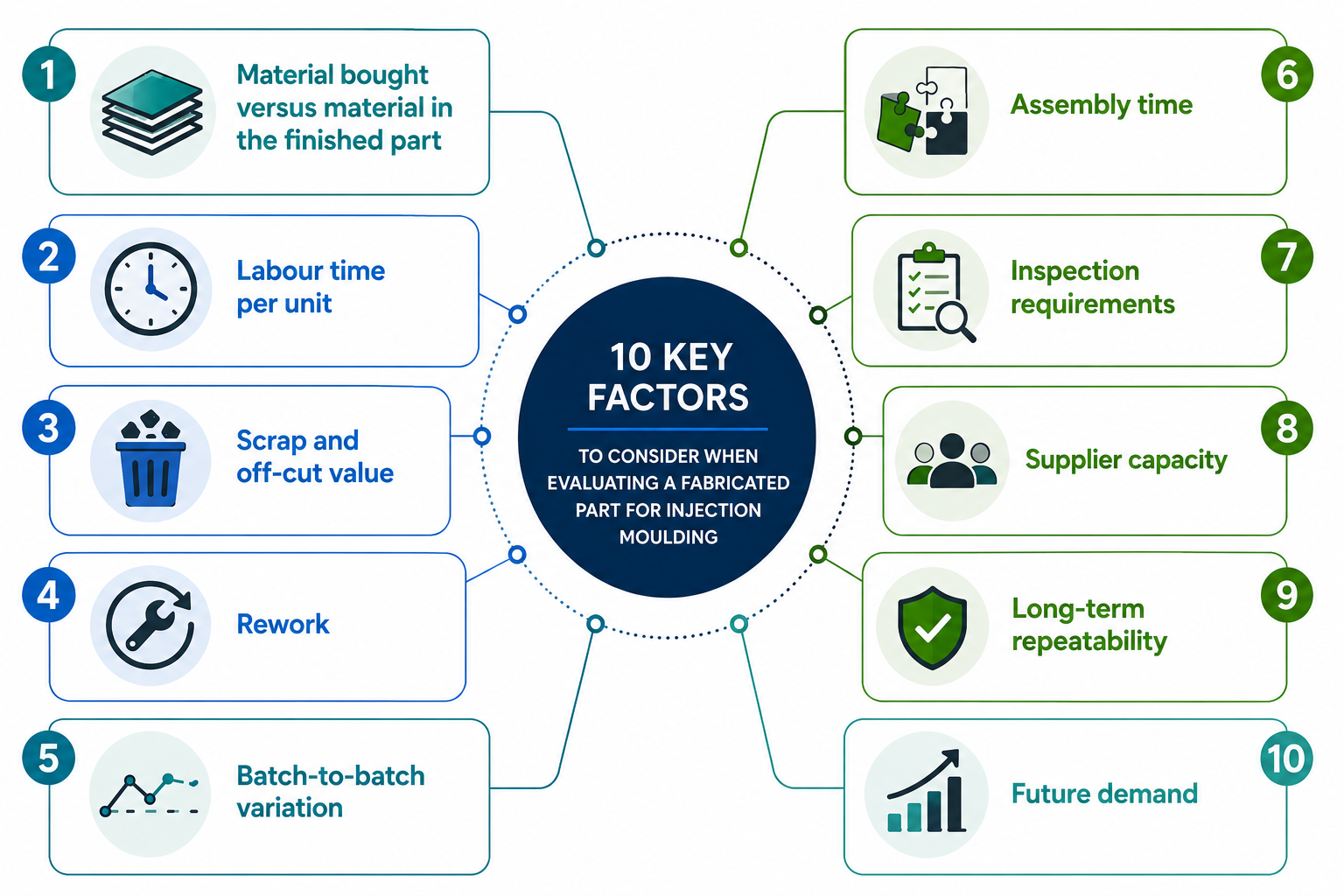
10 Clear Signs it Might be Time to Switch to Switch from Fabrication to a Moulded Solution
A fabricated plastic component is worth reviewing for injection moulding if any of the following are true:

This does not mean every fabricated part should become a moulded part. It means the decision should be made deliberately.
At Dudley Associates, the best projects often start with a practical review of the existing component: the drawing, current method, annual usage, material, quality issues, target cost and expected product life. From there, we can assess whether injection moulding or thermoset processing offers a stronger long-term manufacturing route.
Summary: the best process is the one that fits the product’s future
Fabrication is valuable. CNC machining, routing, bonding, thermoforming, 3D printing and thermoset processing all have a place in modern plastic manufacturing.
But when a fabricated part becomes a repeat production component, it is worth challenging the process.
Injection moulding can reduce unit cost, improve repeatability, minimise waste and support a stronger ROI when the demand is there. With many thermoplastic materials, controlled production scrap may also be re-ground and reused, which can further support the waste reduction case when specification and quality requirements allow.
Thermoset processing has a different value proposition. It can offer excellent performance in demanding applications, but because cured thermoset scrap cannot simply be re-melted, the commercial impact of waste needs to be considered carefully from the start.
For customers such as Process Instruments, the move from fabrication to moulding is not just about changing how a component is made. It is about making the component more commercially and technically suitable for repeat production.
That is where Dudley Associates can help.
We support customers from early design review and material selection through to in-house toolmaking, mould trialling and repeatable production. If you are buying a fabricated plastic part regularly and wondering whether the cost, waste or lead time could be improved, it may be time to review the case for moulding.